Материал предоставлен сайтом "Справочник конструктора"
Шарико-винтовые пары (ШВП)
Шариковая винтовая передача (ШВП) состоит из винта и гайки и служит для преобразования вращательного движения в поступательное. В ШВП на винте 7 и в гайке 2 выполнены винтовые канавки (резьба) криволинейного профиля, служащие дорожками качения для шариков, размещенных между витками винта и гайки (рис. 1). Наибольшее распространение получила резьба с полукруглым профилем. При этом вращение закрепленной от осевых перемещений гайки вызывает поступательное перемещение винта, или вращение закрепленного от осевых перемещений винта приводит к поступательному перемещению гайки. Основные геометрические параметры передачи: номинальный диаметр d0, т.е. диаметр расположения центров тел качения, шаг Р резьбы и диаметр Dω, тел качения (обычно Dω =0,6Р).
Основные достоинства шариковинтовой передачи:
- возможность создания больших осевых сил;
- малые потери на трение (КПД передачи 0,9 и выше);
- возможность получения поступательного перемещения с высокой точностью;
- малые габариты при высокой несущей способности;
- значительный ресурс.
К недостаткам можно отнести сложность конструкции гайки, 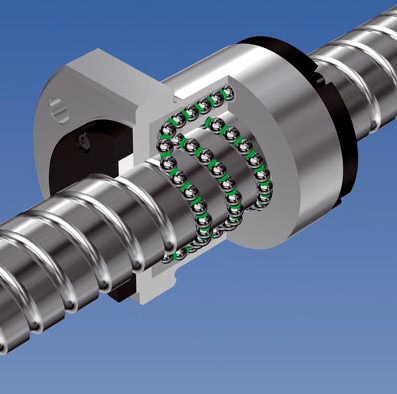 необходимость высокой точности изготовления и хорошей защиты передачи от загрязнений. Шариковинтовые передачи применяют в механизмах точных перемещений, в следящих системах и в ответственных силовых передачах (станкостроение, робототехника, авиационная и космическая техника, атомная энергетика, кузнечно-прессовое оборудование и др.).
необходимость высокой точности изготовления и хорошей защиты передачи от загрязнений. Шариковинтовые передачи применяют в механизмах точных перемещений, в следящих системах и в ответственных силовых передачах (станкостроение, робототехника, авиационная и космическая техника, атомная энергетика, кузнечно-прессовое оборудование и др.).
Устройство и принцип работы. При вращении винта шарики увлекаются в движение по винтовым канавкам, поступательно перемещают гайку и, выкатываясь из резьбы, через перепускной канал (канал возврата) возвращаются в исходное положение. Таким образом перемещение шариков происходит по замкнутому внутри гайки контуру. Наиболее распространена конструкция ШВП, в которой канал возврата соединяет два соседних витка.
ШВП с предварительным натягом. С целью устранения осевого зазора в сопряжении винт-гайка и повышения тем самым осевой жесткости и точности перемещения ведомого элемента ШВП собирают с предварительным натягом.
Для передачи с полукруглым профилем резьбы натяг создают установкой двух гаек с последующим относительным их осевым смещением. Относительное смещение гаек осуществляют установкой прокладок между ними или их относительным угловым поворотом.
Профиль резьбы и конструкцию гайки (канал возврата шариков, регулирование натяга и т.д.) определяет завод-изготовитель.
По точностным параметрам ШВП разделяют на позиционные и транспортные (ОСТ 2 Р31-7-88). Позиционные ШВП позволяют произвести косвенное измерение осевого перемещения в зависимости от угла поворота и хода резьбы винта. В транспортных ШВП перемещения измеряют прямым методом с помощью отдельной измерительной системы, не зависящей от угла поворота винта.
Классы кинематической и геометрической точности ШВП должны соответствовать ОСТ 2 РЗ 1-4-88. Согласно этому стандарту установлены классы точности для позиционных (П) и транспортных (Т) ШВП соответственно: П1, ПЗ, П5, П7 и Т1, ТЗ, Т5, Т7, Т9. Т10.
Кинематическую точность ШВП характеризуют кинематической погрешностью винтовой пары - разностью между  действительным и номинальным осевыми перемещениями одной из сопряженных деталей винтовой пары в их относительном движении. Под наибольшей кинематической погрешностью понимают наибольшую алгебраическую разность значений кинематической погрешности винтовой пары в пределах заданной длины осевого перемещения.
действительным и номинальным осевыми перемещениями одной из сопряженных деталей винтовой пары в их относительном движении. Под наибольшей кинематической погрешностью понимают наибольшую алгебраическую разность значений кинематической погрешности винтовой пары в пределах заданной длины осевого перемещения.
Зависимость кинематической погрешности винтовой пары от номинального осевого перемещения представлена на рис. 2. Отклонение кинематической погрешности на всей измеряемой длине lи резьбы не должно превышать допускаемого значения еp.
V300р - ширина полосы колебаний кинематической погрешности в пределах 300 мм измеряемой длины резьбы;
V2πр - ширина полосы отклонения пульсаций кинематической погрешности в пределах одного оборота, т.е. в пределах хода Рh резьбы.
Допускаемые значения нормируемых показателей (табл. 5 и 6) регламентированы ОСТ 2 РЗ1-4-88, в котором учтены требования ИСО.
5. Допускаемые значения показателей V300р и V2πр, мм
|
Показатель |
Класс точности |
|||||
|
П1,Т1 |
ПЗ,ТЗ |
П5.Т5 |
П7,Т7 |
Т9 |
Т10 |
|
|
V300р |
0,006 |
0,012 |
0,023 |
0,052 |
0,100 |
0,210 |
| V2πр |
0,004 |
0,006 |
0,008 |
0,012 |
- |
- |
Согласно ОСТ 2 Р31-5-89 качество материалов, обработки и сборки ШВП должно соответствовать ГОСТ 7599-82, а для поставок на экспорт -
ОСТ2 Н06-1-86.
Радиальный зазор между винтом и гайкой до создания преднатяга для ШВП с полукруглым профилем должен соответствовать значениям, приведенным в табл. 8.
Радиальный зазор измеряют при смещении собранной гайки в радиальном направлении под действием силы, превышающей силу тяжести гайки в 1,5-2 раза. Измерительный наконечник индикатора должен касаться наружной поверхности гайки.
8. Радиальный зазор ШВП до создания преднатяга
|
Номинальный |
Шаг резьбы Р , мм |
Радиальный зазор, мм |
|
|
максимальный |
минимальный |
||
|
16 |
2,5 |
0,020/- |
0,056/- |
|
25 |
5,0 |
0,093/0,107 |
0,067/0,073 |
|
25 |
10,0 |
0,170/0,170 |
0,110/0,113 |
|
32 |
5,0 |
0,096/0,110 |
0,064/0,075 |
|
32 |
10,0 |
0,170/0,171 |
0,110/0,112 |
|
40 |
5,0 |
0,096/0,110 |
0,064/0,072 |
|
40 |
6,0 |
0,101/0,113 |
0,059/0,065 |
|
40 |
10,0 |
0,161/0,173 |
0,119/0,126 |
|
50 |
5,0 |
0,101/0,110 |
0,059/0,061 |
|
50 |
10,0 |
0,163/0,175 |
0,117/0,125 |
|
50 |
12,0 |
0,183/0,197 |
0,137/0,146 |
|
63 |
10,0 |
0,165/0,177 |
0,115/0,123 |
|
80 |
10,0 |
0,167/0,179 |
0,113/0,121 |
|
80 |
20,0 |
0,247/0,273 |
0,193/0,211 |
|
100 |
10,0 |
0,170/0,192 |
0,110/0,118 |
|
100 |
20,0 |
0,250/0,276 |
0,180/0,198 |
|
125 |
20,0 |
0,422/0,430 |
0,338/0,350 |
Примечание. В знаменателе приведены значения радиального зазора для винтов с разгрузочными канавками (рис. 1,6).
Осевая жесткость. Под осевой жесткостью понимают отношение действующей на передачу осевой силы, приложенной к гаечной группе, к ее осевому перемещению относительно винта при условии, что винт не проворачивается.
Значения осевой жесткости должны быть не менее значений, приведенных в табл. 9 и 10.
При измерении жесткости корпус гаечной группы и винт удерживают от проворота. На винте закрепляют измерительное приспособление, позволяющее одновременно производить измерения смещения корпуса (гайки) относительно винта в трех равномерно расположенных по окружности точках при помощи датчиков линейного перемещения. К винту прикладывают осевую силу F . Значения силы F , прикладываемой к винту при определении осевой жесткости, приведены в табл. 11.
Грузоподъемность. Значения динамической Сa и статической С0a грузоподъемностей, а также минимальные и максимальные значения момента Тхх холостого хода ШВП приведены в табл. 12.
Шариковинтовые передачи характеризуются базовой статической осевой С0a и базовой динамической осевой Сa грузоподъемностью.
Базовая статическая осевая грузоподъемность С0a - статическая осевая сила (Н), которая вызывает общую остаточную пластическую деформацию шарика, канавок винта и гайки, равную 0,0001 диаметра шарика.
9. Осевая жесткость корпусных ШВП
|
Номинальный |
Шаг резьбы Р, |
Жесткость для классов точности, Н/мкм |
|||||
|
П1 |
ПЗ |
П5 |
П7 |
- |
- |
||
|
25 |
5 |
500 |
460 |
420 |
400 |
— |
- |
|
40 |
5 |
950 |
880 |
800 |
760 |
- |
- |
|
50 |
5 |
1250 |
1150 |
1050 |
990 |
- |
- |
|
63 |
10 |
1350 |
1260 |
1150 |
1100 |
- |
- |
|
80 |
10 |
1700 |
1570 |
1430 |
1350 |
- |
- |
|
100 |
10 |
2200 |
2040 |
1860 |
1770 |
- |
- |
Примечания: 1. Жесткость для классов точности Т9 и Т10 не регламентируют.
2. Для исполнения с одной гайкой жесткость не регламентируют, с двумя - согласно приведенным в таблице значениям (при этом гайки заключают в технологический корпус).
10. Осевая жесткость бескорпусных ШВП
|
Номинальный диаметр d0, мм |
Шаг резьбы Р, |
Жесткость для классов точности, Н/мкм |
|||||
|
П1 |
ПЗ |
П5 |
П7 |
- |
- |
||
|
16 |
2,5 |
230 |
215 |
200 |
190 |
- |
- |
|
25 |
5 |
560 |
540 |
490 |
460 |
- |
- |
|
32 |
5 |
760 |
730 |
665 |
630 |
- |
- |
|
40 |
5 |
1050 |
1000 |
950 |
900 |
- |
- |
|
50 |
5 |
1250 |
1200 |
1100 |
1050 |
- |
- |
|
63 |
10 |
1550 |
1500 |
1370 |
1300 |
- |
- |
|
80 |
10 |
1900 |
1800 |
1650 |
1570 |
- |
- |
|
100 |
10 |
2450 |
2350 |
2150 |
2050 |
- |
- |
|
125 |
20 |
2850 |
2750 |
2525 |
2400 |
— |
— |
Примечание. Жесткость для классов точности Т9 и Т10 не регламентируют.
11. Значения осевой силы F при определении жесткости ШВП
|
Типоразмер d0 x P , мм |
F, кН |
Типоразмер d0 x P , мм |
F, кH |
|
16х2,5 |
0,5 |
50х10 |
3,75 |
|
25х5 |
1,6 |
50х12 |
6,9 |
|
25х10 |
3,0 |
63х10 |
7,5 |
|
32х5 |
2,3 |
80х10 |
9,15 |
|
32х10 |
2,5 |
80х20 |
12,0 |
|
40х5 |
4,6 |
100х10 |
15,0 |
|
40х6 |
3,0 |
100х20 |
25,95 |
|
40х10 |
3,25 |
125х20 |
40,0 |
|
50х5 |
4,85 |
12. Основные характеристики ШВП
|
Типоразмер |
Грузоподъемность, Н |
Тхх , Н м |
||
|
статическая С0а |
динамическая Са |
min |
max |
|
|
16х2,5 |
9600 |
5000 |
0,05 |
0,20 |
|
25х5 |
28100 |
16580 |
0,08 |
0,32 |
|
25х10 |
48800 |
46400 |
0,11 |
0,35 |
|
32х5 |
37500 |
17710 |
0,18 |
0,56 |
|
32х10 |
65000 |
49800 |
0,22 |
0,60 |
|
40х5 |
49400 |
19170 |
0,30 |
0,84 |
|
40х6 |
56400 |
23700 |
0,32 |
0,83 |
|
40х10 |
85900 |
54700 |
0,45 |
0,95 |
|
50х5 |
62800 |
20640 |
0,50 |
1,35 |
|
50х10 |
112500 |
57750 |
0,48 |
1,23 |
|
50х12 |
119900 |
65400 |
0,49 |
1,09 |
|
63х10 |
149700 |
62030 |
0,75 |
2,03 |
|
80х10 |
197700 |
66880 |
1,23 |
3,25 |
|
80х20 |
297600 |
143400 |
2,30 |
3,88 |
|
100х10 |
251100 |
71840 |
2,04 |
5,20 |
|
100х20 |
386400 |
151800 |
2,75 |
5,23 |
|
125х20 |
729000 |
278000 |
2,80 |
5,50 |
Примечание. Приведенные значения для корпусных ШВП соответствуют исполнениям II, III и IV.
Базовая динамическая осевая грузоподъемность Са - осевая сила (Н), которую шариковинтовая передача может воспринимать при базовой долговечности, составляющей 1 миллион оборотов винта.
Базовые грузоподъемности соответствуют передаче, выполненной из обычно применяемых сталей [1, 3]. При отличии свойств материала от обычных, а также в зависимости от класса точности, твердости рабочих поверхностей и др. вычисляют значение скорректированной статической С0ар и скорректированной динамической Сар грузоподъемности:
С0ар = K0С0а и Сар=KСa ,
где Ко и К - корректирующие коэффициенты (см. с. 798).
Момент холостого хода замеряют в контролируемой передаче, установленной в центрах стенда, при вращении винта с частотой 100 мин-1.
Все параметры в табл. 9-12 указаны для ШВП с трехконтурными гайками. Для ШВП, имеющих гайки с количеством контуров 1, 2, 4, 5 или 6 значения осевой жесткости, статической грузоподъемности должны быть уменьшены в 3; 1,5; 0,75; 0,6 или 0,5 раза соответственно. Значения динамической грузоподъемности должны быть уменьшены в 2,57; 1,42; 0,78; 0,64 или 0,55 раза соответственно.
В ШВП с вкладышами, установленными в окна гаек с помощью элементов ориентации, совмещающими канал возврата с резьбой гайки в зоне контакта шариков с гайкой, динамическая грузоподъемность выше в 1,02 раза, а долговечность - 1,06 раза.
Значения критической осевой силы должны соответствовать ОСТ 2 Н62-6-85.
ШВП с предварительным натягом. С целью устранения осевого зазора в сопряжении винт-гайка и повышения тем самым осевой жесткости и точности перемещения ведомого элемента ШВП собирают с предварительным натягом.
Передачи, применяемые в станкостроении, выполняют с натягом; они состоят из двух гаек, каждая из которых имеет по три рабочих витка. Перепускные каналы в специальных вкладышах соединяют два соседних витка. Шарики в этом случае разделены на три циркулирующие группы.
Профиль резьбы - полукруглый. Натяг создают относительным осевым смещением гаек, которое осуществляют установкой .прокладок между ними или их относительным угловым поворотом. В последнем случае соединение гаек с корпусом выполняют зубчатыми муфтами, у которых наружные зубья нарезаны на фланцах гаек, а внутренние - на корпусе. Числа зубьев муфт отличаются на единицу, что позволяет поворачивать гайку одну относительно другой на малый угол, осуществляя осевое смещение на очень малую величину.
Если число зубьев на фланце одной из гаек z , а на фланце другой (z +1), то поворот обеих гаек в одну сторону на k зубьев приводит при шаге Р
к их осевому смещению на
Δ = Pk / [z(z + 1)]
Например, при z =92, P=10 мм и k =1 имеем Δ =1,2 мкм.
Поворот гаек выполняют вне винта на специальной оправке - трубе с наружным диаметром, равным внутреннему диаметру резьбы винта по впадинам, после чего гайки вместе с корпусом навинчивают на винт.
Технические требования на основные детали шариковинтовых передач, применяемых в станкостроении, установлены ОСТ 2 Р31-5-89 (табл. 13). Нормы точности винта - по ОСТ2 Р31-4-88.
13. Технические требования на основные детали ШВП
|
Наименование |
Материал |
Твердость |
Параметр Ra, мкм, |
|
Винт |
Сталь 8ХФ ГОСТ 5950-73 |
59-63 |
0,63 |
|
Гайка |
Сталь 9ХС ГОСТ 5950-73 |
59-63 |
0,63 |
|
Вкладыши |
Сталь 9ХС ГОСТ 5950-73 |
40-50 |
2,5 |
|
Шарики |
Сталь ШХ 15 ГОСТ 801-78 |
63-67 |
0,040 |
Примечания: 1. Термообработка по РТМ2 МТ11-1-81.
2. Для шариков степень точности 20 по ГОСТ 3722-81.
3. Разноразмерность шариков в одной передаче не более 0,001 мм
4. Отклонение среднего диаметра шариков при Dω < 5 мм - ±0,0025 мм; 2)Dω ≥ 5 мм ±0,0050 мм
Винты изготовляют также из сталей марок ХВГ и 7Г2ВМ с объемной закалкой, стали марки 8ХВ с закалкой при индукционном нагреве, стали марки 20ХЗМВФ с азотированием.
Для гаек применяют сталь марки ХВГ с объемной закалкой и цементуемые стали марок 18ХГТ, 12ХНЗА, 12Х2Н4А.
Шарики изготовляют из хромистой стали марки ШХ20СГ.
Материалы винта, гайки и тел качения должны обеспечить твердость рабочих поверхностей не ниже 61 НКСэ.
Полость гайки при сборке заполняют пластичным смазочным материалом марки ЦИАТИМ-201 или ЦИАТИМ-203.
Передачи требуют хорошей защиты от загрязнений. Наиболее часто применяют гармоникообразные меха, телескопические кожухи и съемники загрязнений - пластмассовые уплотняющие гайки с двумя-тремя выпуклыми витками по профилю канавок. Съемники загрязнений крепят к каждому торцу основной гайки.
НОМЕНКЛАТУРА ПОКАЗАТЕЛЕЙ КАЧЕСТВА
Номенклатура показателей качества, используемых при оценке уровня качества ШВП, применяемых в металле- и деревообрабатывающих станках, участках, линиях, комплексах, промышленных роботах и кузнечно-прессовом оборудовании, установлена ОСТ 2 РЗ1-6-87.
Классификационные группы. Различают следующие группы ШВП:
с предварительным натягом;
без предварительного натяга (передачи с зазором).
Номенклатура показателей качества продукции, обозначения и характеризуемые свойства должны соответствовать приведенным в табл. 14. В этой же таблице приведены данные по применяемости показателей качества ШВП в научно-технической документации. Соответствующие знаки означают: "+" - применяемость; "±" - ограниченную применяемость; "-" - неприменяемость показателя качества.
Для передач с натягом показатели 1.4, 1.5, 1.7 и 1.11 являются основными, показатель 1,10 не применяют, показатели 1.3, 1.8, 1.9 и 1.12 имеют ограниченную применяемость.
Для передач с зазором основные показатели - 1.4, 1.10, показатели 1.5-1.9, 1.11 не применяют, показатель 1.3 имеет ограниченную применяемость.
Номенклатура показателей качества может быть дополнена или видоизменена введением других показателей качества, которые отражают особенности конструкции или уточняют показатели, приведенные в табл. 14.
Так, показателем технической эффективности могут служить показатели еp, Vир , Vзоор , V2πр кинематической точности, характеризующие точность (нестабильность) позиционирования, а показателем экономичного использования энергии -коэффициент полезного действия г\, характеризующий эффективность использования энергии.