Пошаговая инструкция по созданию станка с ЧПУ своими руками – подробное описание этапов сборки. Часть 1.
ЧПУ станок своими руками. Часть 1
Портальный станок с ЧПУ во многом схож с любыми другими станками с ЧПУ. ЧПУ станок (станок с числовым программным управлением) - это станок, который оснащен специализированным программно-аппаратным обеспечением для управления механической частью. Использование ЧПУ систем делает производство более предсказуемым, увеличивает повторяемость результата механообработки и снижает потребность в рабочих руках высококвалифицированных рабочих-станочников и операторов. Если в случае обычного станка перемещением рабочего инструмента (резца, шпинделя, рабочего стола) или заготовки вручную управляет рабочий-станочник, то в станке ЧПУ вся траектория рассчитывается заранее в специальных программах - CAM-системах, и сохраняется в пригодном к исполнению формате.Как правило, таким форматом является сервоприводы. В программе управления задаются координаты траектории, а точнее - синхронизированные во времени инструкции по перемещению каждой оси станка. Непосредственно станком управляет специализированное устройство - контроллер, в задачи которого стоит интерпретация программы, и превращение инструкций в последовательность управляющих импульсов. Управляющие импульсы поступают на специализированные приводы, подключенные к осям, шаговые или сервоприводы, которые и превращают их в движение оси путем, например, вращения вала двигателя. Программная часть систем ЧПУ отделена от собственно станка - станком с ЧПУ можно управлять разными контроллерами и даже просто с персонального компьютера, если приводы осей поддерживают протокол STEP/DIR. Поэтому мы рассмотрим наиболее сложную часть - механику и мехатронику станка.
Наиболее распространенная конструкция портального станка может перемещаться в 3х направлениях (координатах). Такие станки называются 3-хкоординатными, но с их помощью нельзя выполнить полностью 3-хмерную деталь, так как конструкция не позволяет фрезеровать поднутрения. Поэтому говорят, что обработка происходит в 2.5 координатах (2.5D-фрезеровка). Оси станка обычно обозначают X,Y и Z, где X и Y - оси, лежащие в горизонтальной плоскости, а Z - вертикальная ось. Говоря "ось Z", также часто под этим понимают собственно конструкцию оси с её направляющими, передачей и рабочим блоком(шпинделем, плазморезом и т.п.). Выбор осей X и Y - вопрос неоднозначный, в его решении нет устоявшегося стандарта. Чаще всего под осью X понимают самую длинную из осей. Однако, это не всегда удобно при работе с пультом станка с ЧПУ . Оператору, который стоит лицом к рабочему полю, привычней под осью X понимать (и управлять с пульта, соответственно) ось, идущую слева направо - как правило, это более короткая ось, которая проходит через балку портала. Схожая дилемма стоит при выборе положительного направления каждой из осей.
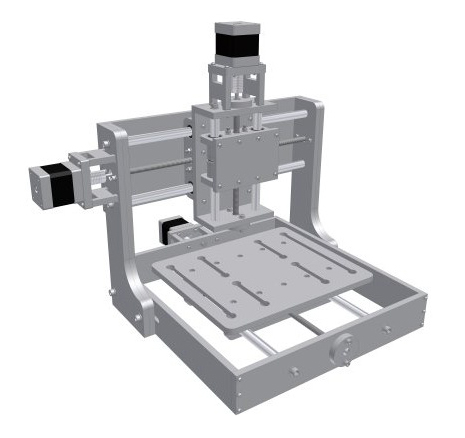
Компоновка типичного портального DIY станка с ЧПУ
Подавляющая часть портальных станков с ЧПУ имеет весьма схожую структуру. Фрезерный портальный станокможно условно поделить на следующие части:
- Станина.
Станина - скелет станка, его несущая конструкция,в каком-то смысле станина и есть станок. От её правильной проектировки и исполнения(сварки, сборки) зависит самый важный параметр станка - жесткость, а следовательно,и точность обработки станка. Станины портальных станков изготавливаются из разнообразных материалов, однако наибольшее распространение получили станины, изготовленные из алюминиевого конструкционного профиля, фрезерованных алюминиевых деталей и сварные станины из стали(прокат или листовая сталь). Все более набирают обороты также литые станины из полимерных материалов, но задача литья такой станины не под силу начинающим. Подробней вопросы изготовления станины для станка будут освещены в точность обработки станка
- Рабочий стол
Рабочий стол - это собственно поверхность, над которой перемещается рабочий инструмент станка (фреза, гравер и т.д.). Стол служит для закрепления обрабатываемой заготовки, и это накладывает определенные требования на его конструктивное исполнение. Стол самодельного ЧПУ станкадолжен быть достаточно ровным, и обеспечивать возможность закрепить заготовку в любом месте. Основными решениями для этого являются использование стола с Т-пазами("Т-стол") и вакуумных столов. Стол с Т-пазами позволяет закрепить практически любую заготовку с помощью специальных зажимов. Вакуумные столы прижимают заготовку к себе за счет создания разрежения под сеткой на поверхности, поэтому они способны фиксировать только заготовки с плоской нижней частью(разнообразные листовые материалы), а также они существенно дороже. Однако вакуумные столы позволяют равномерно прижать заготовку по всей её площади, тогда как при фиксации большой плоской заготовки на Т-столе заготовка в центральной своей части может прогнуться вверх, что приведет к снижению соответствия размеров у конечной детали.
- Приводы осей
Привод станка с ЧПУ в свою очередь можно поделить на:
- Двигатели
Двигатели - связующее звено между электронной частью системы ЧПУ и механической частью, они(точнее, их управляющие модули - драйверы) получают сигналы с контроллера ЧПУ(часто в этой роли выступает персональный компьютер) и преобразуют их во вращательное движения собственного вала. В станках с ЧПУ используются 2 вида двигателей: серводвигатели и шаговые двигатели(а также линейные двигатели - разновидность серводвигателей. Линейные двигатели одновременно являются и трансмиссией для оси). Сказанное далее будет относиться к классическим шаговым и сервоприводам. Шаговые двигатели распространены в самодельных станках с ЧПУ и бюджетных моделях промышленных гравировально-фрезерных станков, а также станков лазерной, плазменной резки и т.п. Причина - в их низкой стоимости и простоте управления. Драйверы шаговых двигателей - достаточно бюджетные устройства, широко представлены на рынке от самых простых моделей до весьма продвинутых цифровых драйверов. Платой за простоту и бюджет становится низкий КПД шаговых двигателей, их низкая удельная мощность, слабая способность к ускорению, высокие вибрации, гул и резонанс, что в сумме сильно влияет на эксплуатационные характеристики станка.
Серводвигатели - двигатели с установленным датчиком угла поворота. Это семейство представлено достаточно широко, существуют щеточные и бесщеточные двигатели, постоянного и переменного тока. В целом про серводвигатели можно сказать, что их отличает высокая плавность хода, высокий КДП, способность переносить кратковременные перегрузки. Однако управление серводвигателем гораздо сложнее, серводрайверы (см. серводрайверы Leadshine) - устройства существенно более дорогие и сложны в настройке. Существует также бюджетные варианты щеточных серводвигателей, однако из-за наличия изнашивающейся части (щеток) они менее предпочтительны, чем бесщеточные.
- Драйверы двигателей
Блоки управления двигателями отличаются разным набором функций,а также разными электротехническими характеристиками. И если к серводвигателям блок как правило поставляется в паре, то шаговые моторы идут обычно без драйверов, а попробовав самостоятельно подобрать что-либо, можно очень надолго задержаться на этом этапе, так как предложений на рынке очень много. См. также: Как выбрать драйвер для шагового двигателя.
- Двигатели
- Передачи осей
Задача трансмиссии, или передачи, - превратить вращательное движение вала двигателя в поступательное перемещение по данной оси. Как правило, передача реализуется одним из 3 способов: передача винт-гайка, ШВП или зубчатая передача (шестерня-рейка или шкив-ремень). Как выбрать передачу для осей - тема отдельной статьи. Здесь достаточно указать на то, что передача вместе с видом двигателя(и его управления) определяет скорость перемещения по оси, разрешение задания позиции, а также влияет на точность. Каждый вид передачи изготавливается с определенной точностью. С помощью указанного производителем класса точности для данного элемента трансмиссии можно определить, какая погрешность будет вноситься им в работу станка.
- Направляющие
Направляющие обеспечивают перемещение рабочего узла станка строго по заданной траектории. Качество самих направляющих и, что очень важно, качество их установки на станину - второй по важности фактор (после станины), определяющий точность вашего станка. К выбору направляющих стоит подойти очень ответственно.
- Шпиндель
Вообще говоря, вместо шпинделя может быть установлен другой узел - лазерный гравер, установка плазменной или лазерной резки, экструдер. Мы рассмотрим шпиндель, как наиболее нагруженный узел. Шпиндель - как правило, это электродвигатель, особенностью которого является низкое биение вала и возможность регулировать скорость вращения в достаточно широких пределах. Вал шпинделя оканчивается конусом, в который устанавливается зажимная цанга, которая держит режущий инструмент - фрезу или гравер. Ключевыми характеристиками шпинделя являются: биение вала(как правило, измеряется биение на конусе) и мощность шпинделя(указывается в ваттах). Большинство шпинделей предназначены для обработки дерева, пластика, камня, металлообработки. Скорость вращения варьируется обычно от 6000 до 30000 оборотов в минуту. Для фрезеровки и гравировки металлов используются мощные шпиндели с низкими оборотами (2000-10000 об/мин). Многие портальные станки, предназначенные для обработки дерева и пластика, могут гравировать металлы, и даже иногда фрезеровать цветные металлы, однако в этом случае станок испытывает сильную вибрацию из-за отдачи на фрезу, которая не может быть погашена легкой станиной, и это резко снижает качество обработки и ресурс станка. Фрезеровка и гравировка металлов и некоторых видов пластика требует охлаждения режущего инструмента. В настоящее время существует множество способов охлаждения рабочей области, но основным остается подача смазывающе-охлаждающей жидкости на фрезу. Некоторые шпиндели, управляемые инвертором, позволяют контролировать скорость вращения из системы ЧПУ, путем подачи на вход инвертора (частотного преобразователя) аналогового сигнала 0..+10 В. Как выбрать шпиндель.
Далее: